
Laminatgulve
Alle informationer på denne side er kopieret materiale fra Gulvfakta som er et fagteknisk opslagsmateriale, Kilde: Gulvfakta
Ved laminatgulve forstås gulve, som i hovedsagen er opbygget af 3 lag: En overflade af tynde fibermaterialer, et kernemateriale af en træbaseret plade samt en bagside af papir eller finer. Se alternativt vores udvalg af bl.a. trægulve, linoleumsgulve eller vinylgulv.
1.4.0.1 Genereller forhold
1.4.0.2 CE-mærkning
1.4.0.3 Egenskaber og klassificering
1.4.0.4 Lægningsmetoder
1.4.0.5 Checkliste ved lægning af laminatgulve
1.4.0.6 Lim
Alle informationer på denne side er kopieret materiale fra Gulvfakta som er et fagteknisk opslagsmateriale, Kilde: Gulvfakta
1.4.0.1 Generelle forhold
Laminatgulve er opbygget af 3 lag:
Overflade af tynde fibermaterialer imprægneret med forskellige typer harts. Under presning ved højt tryk og varme hærder hartsen til forskellige typer af laminat betegnet HPL (højtrykslaminat), CPL (kontinuerligt laminat). HPL og CPL limes til et kernemateriale, som normalt er en træbaseret plade. Alternativt kan de harts-imprægnerede lag være presset direkte på kernematerialet, som DPL (direkte presset laminat).
Kerne der som regel er en træbaseret plade, fx spånplade, HDF- eller MDFplade.
"Kontrafinering"/afbalancering af bagsiden, fx med HPL-, CPL-imprægneret papir eller finer.
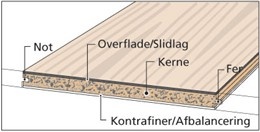 Fig 1. Laminatbrædder
Fig 1. Laminatbrædder
• Laminatgulve anvendes i boliger, kontorer, butikker og lign. rum. Anvendelsesmulighederne fremgår af afsnittet Egenskaber og klassificering
• Laminatgulve leveres som brædder med fer og not på alle sider eller med et fer og not låsesystem (klik-system), som overflødiggør sammenlimning i fer og not.
• Laminatbrædder fås i tykkelser fra 6 - 12 mm og lægges som svømmende gulv.
• Laminatgulve leveres med glat eller præget overflade og med forskellige overfladefarver og -mønstre herunder imitationer af træ.
På Gulvlageret fører vi et bredt udvalg af laminatgulve til ethvert formål. Vi har populære mærker som BerryAlloc, KT og Kronotex. Tag f.eks. et nærmer kig på BerryAlloc Chateau sildeben charme Light Natural, KT Advanced Eg Sommer Plank eller Kronotex laminatgulv Eg Millenium.
Generelle forhold
Laminatoverfladen er stærk og rengøringsvenlig og kræver ingen overfladebehandling. Laminatgulve er normalt ikke egnede til rum med vandpåvirkning. Ønskes laminatgulve anvendt i forbindelse med gulvvarme, skal det ske i overensstemmelse med leverandørens anvisninger. Hvis der benyttes kontorstole med hjul på laminatgulve, skal hjultypen være som angivet i DS/EN 425:2002, dvs. med en blød slidbane. Skal laminatgulve benyttes som gulvbelægning i flugtveje og andre områder med krav til brand og røgudvikling, skal de have dokumentation for at opfylde den europæiske brandklasse Dfl-s1 i hen-hold til DS/EN 13501-1 (klasse G gulvbelægning). For laminatgulve kan der ydes en Gulvbranchens materialegaranti under de betingelser, som er beskrevet på Gulvbranchens hjemmeside, herunder at leverandøren har godkendt anvendelsesområdet.
Lydforhold
Laminatgulve bidrager normalt ikke til forbedring af luftlydisolationen i et rum. Luftlydisolationen bestemmes nemlig først og fremmest af dækkets konstruktion og af flanketransmissionen mellem rummene. Laminatgulve har derimod betydning for trinlydniveauet i omliggende rum og for trommelyden i rummet. Trin- og trommelydniveauet fra laminatgulve forbedres, hvis gulvet lægges på et mellemlag af foam, skumplast eller lign. Desuden fås laminatbrædder, der fra fabrikken er forsynet med et støjdæmpende underlag, som øger gangkomforten og sænker trin- og trommelydniveauet væsentligt.
1.4.0.2 CE-mærkning
Laminatgulve skal være CE mærket. Den harmoniserede standard DS/EN 14041, der ligger til grund for CE mærkningen, gælder for produktion og anvendelse i Europa. Det er producenten eller den forhandler, der importerer laminatgulvene, der er ansvarlig for CE mærkningen.
De egenskaber, der stilles krav til, fremgår af anneks ZA i DS/EN 14041:
• Reaktion ved brand
• Indhold af pentachlorophenol (PCP)
• Afgivelse af formaldehyd
• Vandtæthed
• Glathed
• Antistatiske egenskaber
• Varmeledningsevne
• Holdbarhed af reaktion ved brand
Som tillæg til standarden kan der være udarbejdet nationale krav i det omfang, det er nødvendigt for at overholde byggelovgivningen.
CE-mærkning er ikke et kvalitetsmærke, men et harmoniseret standardblad, der virker som laminatgulvets rejsepas inden for det europæiske fællesskab.
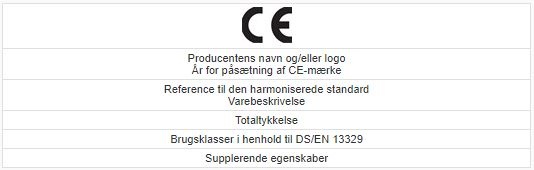
Fig. 2. Eksempel på, hvordan CE mærkningen kan anvendes i en produktspecifikation.
1.4.0.3 Egenskaber og klassificering
Laminatgulve, som er EN-klassificeret efter DS/EN 13329, skal kunne overholde specifikke krav til en række egenskaber.
Egenskaberne er delt op i generelle krav, som alle produkter skal opfylde, fx tolerancer for tykkelse, kvældning, længde, bredde og planhed af brædder.
Klassificeringen sker efter:
• Slidstyrke.
• Slagstyrke.
• Modstandsevne mod indtrykningsmærker.
• Farveægthed mod kunstigt lys.
• Modstandsevne mod pletter og brændemærker fra cigaretter.
• Virkningen af møbelben og kontorstolhjul.
Klassifikationen sker efter anvendelsesområderne bolig og erhverv, der hver er underdelt i tre klasser nemlig moderat, normal og høj.
Udover de egenskaber, der indgår i klassifikationen, vil der ofte være behov for at stille krav til andre egenskaber afhængigt af den aktuelle anvendelse. Disse egenskaber indgår i GSO's supplerende egenskaber, som for laminatgulve omfatter:

Tabel 1. Supplerende egenskaber.
1.4.0.4 Lægningsmetoder
Laminatgulve lægges normalt som svømmende gulv, der frit kan bevæge sig i forhold til det bærende undergulv. Gulvfladen udføres sammenhængende ved sammenlimning i fer og not eller ved sammenføjning med et kliksystem, et låsende fer og not system, som giver en stærk samling af laminatbrædderne uden brug af lim. Klik-systemet kan fra fabrik være behandlet for at modvirke fugt i at trænge ind i samlingerne og dermed beskadige laminatbrædderne. På udsatte steder, fx i entreer, butikker og lign., med risiko for at fugt fra fodtøj kan trænge ind og beskadige gulvet, kan samlingerne forstærkes ved sammenlimning. Stød i laminatbrædder forskydes i forhold til stød i naborækker efter leverandørens anvisninger.
Undergulvet skal være plant med afvigelser på højst ± 2 mm på 2 m. Målemetoder m.m. fremgår af sektionen Valg af gulv. Svømmende laminatgulve lægges normalt på et mellemlag, så gulvet kan bevæge sig frit. Mellemlaget kan have egenskaber, som bidrager til at forbedre gangkomfort, varmeisolering og lydmæssige forhold. Hvis laminatbrædder er forsynet med et støjdæmpende underlag fra fabrik, kræves der ikke yderligere mellemlag.
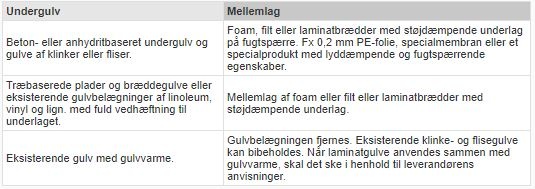
Tabel 2. Minimumskrav til mellemlag.
Gulvfladen må ikke fastholdes, men skal kunne bevæge sig frit. Store mekaniske belastninger, fx fra tunge reoler, punktlaster, skranker og lign., kan hindre gulvets bevægelsesmuligheder. Afstanden mellem gulvet og tilstødende vægge eller gennemgående installationer, fx rør, skal svare til gulvets maksimale udvidelse, dog mindst 10 mm eller i henhold til leverandørens anvisninger. Ved gulve med uregelmæssig geometri og hvor der er søjler gennem gulvfladen, må gulvets frie bevægelsesmuligheder ikke hindres. Opdeles gulvfladen, bør det så vidt muligt ske i rektangulære felter, så de forventede bevægelser i begge retninger er nogenlunde ens.
1.4.0.5 Checkliste ved lægning af laminatgulve
Den relative luftfugtighed i bygningen skal være mellem 35 og 65 % RF, afhængigt af årstiden. Temperaturen skal være mellem 17 og 25° C.
Bygningen skal være lukket, og varmeanlæg skal være installeret og i brug. Fugtindholdet i beton, letbeton mv. skal være i ligevægt med den for årstiden normale relative fugtighed. Afhængigt af udtørringsforholdene, kan dette tage flere måneder. Når laminatgulv lægges på uorganiske undergulve, fx beton og lignende, skal der fugtspærres mellem undergulvet og laminatgulvet, fx med en 0,2 mm PEfolie, specialmembran eller lignende. Fugtindholdet i betonen må højst være 90% RF
Laminatbrædder, lim og andre hjælpematerialer bør temperaturmæssigt akklimatiseres i mindst to døgn før brug, fx. ved opbevaring i de rum, hvor de skal bruges
Opbevaring af laminatbrædderne skal ske i ubrudt emballage og beskyttet mod mekaniske og klimatiske påvirkninger, fx fugt.
1.4.0.6 Lim
Limning af laminatbrædder i fer og not ved svømmende gulve skal primært sikre kraftoverførslen mellem laminatbrædderne, så der skabes en sammenhængende gulvflade. Derved virker de enkelte laminatbrædder sammen og lodrette kræfter kan derfor optages uden uacceptable nedbøjninger. Desuden kan limfugen til en vis grad sikre mod indtrængen af vand i samlingerne mellem de enkelte laminatbrædder, fx ved rengøring. Der benyttes normalt en PVAc-lim til limning af fer og not samlinger. Limen skal have tilstrækkelig styrke og en vandfasthed svarende til klasse D3 eller i henhold til leverandørens anvisninger.






