
Ikke bærende gulve
Alle informationer på denne side er kopieret materiale fra Gulvfakta som er et fagteknisk opslagsmateriale, Kilde: Gulvfakta
Ikke bærende trægulve understøttes i fuld gulvflade af et bærende undergulv af fx beton eller træplader. Fuldt understøttede gulve kan opdeles i svømmende gulve, der ikke er fast gjort til undergulvet, og fastgjorte gulve, gulve der er fastgjort til undergulvet ved fuldfladelimning, svømningen eller skruning. For alle typerne gælder at de er understøttet over hele gulvfladen.
Der er en række forhold der skal være på plads ved lægning af alle typer af ikke bærende gulve, disse er nedenfor beskrevet. Derefter gennemgås kort de vigtigste karakteristika for hver type af gulv, herunder de overordnede principper i f.b.m. lægningen.
1.7.4.1 Checkliste ved lægning
1.7.4.2 Svømmende gulve
1.7.4.3 Svømmende- og skruedegulve
1.7.4.4 Fuldlimede trægulve
1.7.4.5 Trægulve og lyddæmpning
Alle informationer på denne side er kopieret materiale fra Gulvfakta som er et fagteknisk opslagsmateriale, Kilde: Gulvfakta
1.7.4.1 Checkliste ved lægning
Checkliste ved lægning af ikke bærende gulve.
1. Den relative luftfugtighed i bygningen skal være mellem 35 og 65 %, afhængigt af årstiden, og temperaturen ca. 20°C.
2. Bygningen skal være lukket, og varmeanlæg skal være installeret og i brug.
3. Undergulvet skal være tørt, se også afsnittet om fugtmåling .
4. For undergulve af uorganiske materialer vil dette betyde en porefugt på max. 65%. Undergulve udført i organisk materiale skal være i ligevægt i f.h.t. årstiden. Er undergulvet ikke tørt, skal man enten vente med gulvlægningen eller udføre en fugtspærring. Fugtspærringen skal afpasses i f.h.t. produkt og lægningsmetode.
5. Isoleringsmaterialer m.v. skal være tørre.
6. Trægulvmaterialer skal have et fugtindhold på 8 ± 2 %, heraf bør 2/3 af partiet ligge mellem 7 og 9 % fugtindhold.
7. Trægulvmaterialer tørret til brugsforholdene bør ikke pakkes ud før lægning.
8. Der skal være afsat tid til, at træ, der ikke leveres nedtørret, kan komme i ligevægt med de temperatur- og fugtforhold, der er i rummet.
9. Trægulvmaterialer, lim, fugemasse og andre hjælpestoffer bør temperaturmæssigt akklimatiseres i mindst et døgn før brug, f.eks. ved opbevaring i de rum, hvori de skal bruges.
10. Underlag skal være plane med afvigelser på højst ± 2 mm på 2 m og uden grater og rygge.
1.7.4.2 Svømmende gulve
Beskrivelse.
Svømmende trægulve udgør en sammenhængende flade og kan bevæge sig frit i forhold til det bærende undergulv, når træet svinder eller kvælder (udvider sig). Den "sammenhængende flade "opnås ved at fastgøre enhedernes indbyrdes hjælp af bøjler, låsende fer og not systemer (klik-systemer) eller sammenlimning i fer og not. Sammenlimning i fer og not kan normalt ikke anvendes for massive brædder og parketbrædder. Et svømmende gulv kan fås i mange slags former, og er meget nemme at reparere.
Der indlægges normalt et mellemlag mellem trægulvet og undergulvet, så der er sikkerhed for, at gulvfladen kan bevæge sig frit. Mellemlaget kan udføres af materialer, der bidrager til at forbedre varmeisoleringen og de lydmæssige egenskaber.
Svømmende gulve kan udføres på et lastfordelende undergulv af pladematerialer eller direkte på mellemlaget. De enkelte trægulvtyper stiller hver for sig krav til pladelagets og mellemlagets stivhedsegenskaber.
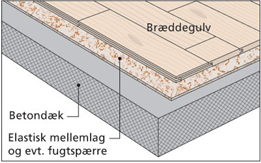 Fig. 8: Eksempel på et svømmende gulv
Fig. 8: Eksempel på et svømmende gulv
Gennemgå checklisten for "lægning af ikke bærende gulve", se ovenfor, herved får du sikkerhed for, at konditionerne for lægningen er på plads.
Læs altid leverandørens læggevejledning, grundigt. Den nedestående vejledning er generaliseret, og produktspecifikke afvigelser kan forekomme.
Første række brædder lægges med notside mod væggen. Brædderne rettes op efter en snor eller et rethold, idet selve væggen sjældent er lige nok. Der skal holdes min 10 mm. luft til væggen. Afstanden sikres bedst ved anvendelse af midlertidige afstandsklodser. Brædderne samles ved at anvende det fabriksfremstillede klik- eller bøjlesystem, eller ved limning i fer og not. Vær omhyggelig med at brædderne ikke forskubber sig ved lægningen samt at endestødene er lukkede. Det sidste bræt saves til på længden og "stumpen" anvendes som start bræt i den næste række. Ved denne teknik forskydes endesamlingerne i et "tilfældigt" forbandt, som de fleste foretrækker.
Alle trægulve ændrer form i takt med omgivelserne. Ved lægningen af et trægulv skal man sikre sig, at det kan optage de bevægelser ændringerne i luftfugtigheden vil medfører. For at styre dette, over gulvfladen, anvendes ofte et 10-brædtsmål. 10-brædtmålet angiver den bredde 10 brædder forventes at have i den fugtigste brugstilstand. Ved svømmende gulve lagt som "klik-gulve" eller i bøjler, har gulvlæggeren ingen mulighed for at påvirke 10-brædtsmålet. Svømmende gulve der limes i fer og not kan slås tættere eller løsere sammen. I sådanne tilfælde, skal gulvlæggeren være særdeles opmærksom på at overholde leverandørens anvisninger m.h.t. 10-brædtsmålet.
For, at gulvene skal ligge pænt hele året, skal der udføres dilatationsfuger langs vægge o.a. Den generelle anvisning er 10 mm. luft til alle faste begrænsninger. Men anbefalingerne afhænger af den anvendte træsort. I store lokaler kan det være nødvendigt at opdele gulvfladen ved at udføre dilatationsfuger i gulvfladen. Den generelle regel for svømmende gulve er, at overstiger bredden af gulvfladen på 8 meter, bør der udføres en dilatationsfuge. Gulvene bevæger sig betydeligt mindre i længderetningen, og ofte er dilatationsfuger på tværs af læggeretningen unødvendige. Den generelle anvisning er, at længden af gulvfladen skal overstige 12 meter før dilatationsfuger til optagelse af længde bevægelser er nødvendig.
Store mekaniske belastninger, f.eks. fra store reoler, punktlaster, skranker o.l., kan hindre gulvets bevægelsesmuligheder. Ligeledes kan en uregelmæssig geometri, samt søjler o.lign. hindre gulvets frie bevægelsesmuligheder. I disse tilfælde anbefales det også at udføre dilatationsfuger.
Findes der i undergulvet dilatationsfuger SKAL disse føres videre op gennem gulvbelægningen.
Nedbøjning og planhed af svømmende trægulve.
Svømmende trægulves planhed måles i ubelastet tilstand. Kravene til planhed bør aftales eller specificeres i udbudsmaterialet. Er intet aftalt, vil en tolerance på +/- 2 mm., målt over et 2 meter retholt, normal acceptabelt, se afsnittet planhed og gulve for yderligere information om måling af planhed. Svømmende gulve kan ved belastning nedbøje pga. eftergivelighed i underlagsmåtter og unøjagtigheder i undergulvet. Har en bygherre specifikke krav til dette område, skal de fremgå af udbudsmaterialet/aftalegrundlaget. Er intet aftalt vil man normalt regne en nedbøjning på op til 2 mm. som tilladelig. Nedbøjningen måles ved at gulvet belastes (med en punktlast). Nedbøjer gulvet måles dybden af nedbøjningen med et 2 meter retholt som reference, se også nedenstående illustration.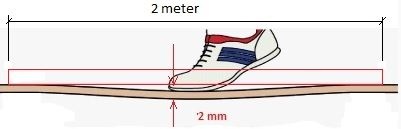
1.7.4.3 Sømmede- og skruede gulve
Trægulve på bærende undergulve kan fastgøres til undergulvet med søm eller skruer. Metoden ses mest anvendt ældrebyggerier og anvendes kun sjældent i ved moderne gulve. Ved øgninger af og reparationer i gulve, der er lagt med anvendelse af disse teknikker anbefales det, at forsætte med den oprindeligt anvendte monteringsteknik. Undergulvet skal være så tykt, at der sikres en tilfredsstillende fastholdelse af sømmet eller skruen. Der er to hoved principper der finder anvendelse. Fordækt sømning/skruning eller sømning/skruning oppefra disse er illustreret på figur 10 og 11 (søm kan erstattes med skruer).
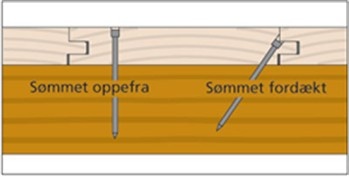 Fig. 10: Gulvbræt sømmet oppefra og fordækt
Fig. 10: Gulvbræt sømmet oppefra og fordækt
Valg af sømtype afhænger af den anvendte træart og gulvtype. Som hovedregel anvendes der til bløde træarter, som fyr og gran, firkantsøm til håndsømning og spiralsøm til maskinsømning. Til hårde træarter, som eg og bøg, anvendes der dykkere til håndsømning og T-søm, spiralsøm og klammer til maskinsømning. Sømning bør ske med varmforzinkede søm, som erfaringsmæssigt har den bedste udtræksværdi. Samtidig er der i modsætning til blanke søm ikke afsmitning fra varmforzinkede søm, hvilket betyder, at risikoen for at sætte mærker på lyse, sarte brædder reduceres.
Valg af skruetype afhænger af, om der skrues lodret oppefra eller fordækt. Til skruning lodret oppefra anvendes Ø 5 mm spunskruer med delgevind. Det er skruer med et glat gevindfrit skaftstykke lige under hovedet. De sikrer en bedre tilspænding af brættet til underlaget end skruer med fuldgevind. Ved fordækt skruning benyttes specialskruer som fx Monta-flex, der giver en høj udtræksværdi i træ-, træplade- og betonunderlag.
Ved skruning oppefra anbefales det at forbore. Samt at undersænke med en større diameter for at give plads til skruehovedet (dimension 6 mm dybt hul diameter Ø10 eller Ø15 mm). Hullerne dækkes efterfølgende med en træprop, der er boret ud af afskårne brædderester med et propbor.
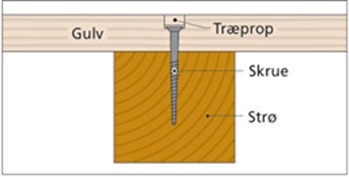 Fig. 11: Gulvbræt skruet og proppet
Fig. 11: Gulvbræt skruet og proppet
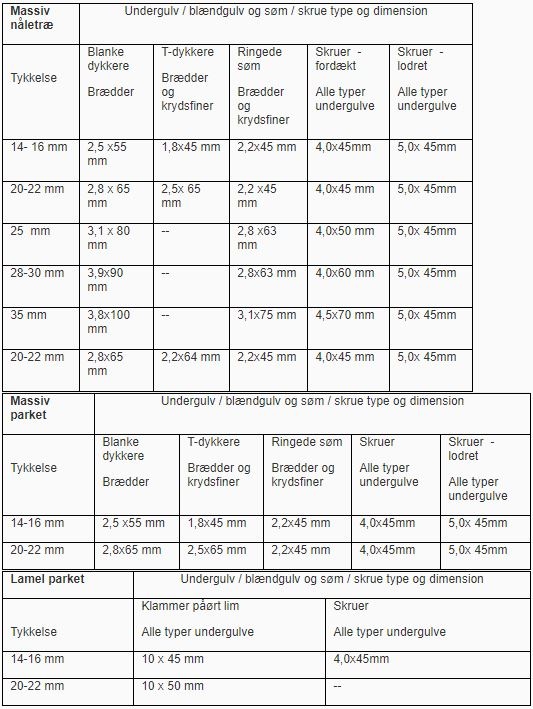
Nedenstående er vist en række eksempler op søm og skruer der kan anvendes til gulvmontering.

Propperne limes fast med årerne i samme retning som på brædderne. Når limen er tør, afstikkes proppen, og der afpudses glat med brættets overside.
I efterfølgende tabel er en oversigt på hvilke sømtyper og dimensioner der anbefales til forskellige kombinationer af undergulve og trægulve.
Se også metodebeskrivelsen under svømmende gulve for yderligere information omkring montering.
1.7.4.4 Fuldlimede trægulve

Ved fuldlimede trægulve forstås trægulve der er klæbet til undergulvet over hele fladen. Der er en række forhold der skal være på plads for at få et godt resultat.
Ved fuldlimning af trægulve skal underlaget være plant - dvs. med afvigelser på højst ± 2 mm på 2 m - og uden grater og rygge for at sikre en ordentlig kontakt mellem materialerne. Trægulve må normalt ikke limes fast før:
• Restporefugten i underlaget er under 65 % RF målt ved temperaturer mellem 17 og 25°C, eller
• der er indlagt en effektiv fugtspærre.
Den generelle anbefaling er at der til fullimede trægule anvendes en vandfri parketlim som fx en MS-lime, der fås i en række fabrikater. Anvendes lime basseret på polyuretaner skal man være opmærksom på at denne type lime kræver en række arbejdsmiljømæssige tiltag. Limfladerne skal være rene, tørre og klæbbare og leverandørens anvisning med hensyn til primning, limforbrug, påføringsmetode, monteringstid og krav til belastning skal overholdes, for at sikre et godt resultat. Gulvmaterialerne må ikke være vindskæve og skal have en plan underside, der sikrer en god klæbeflade.
Underlaget skal være plant med afvigelser på højst ± 2 mm på 2 m (± 0,6 mm på 0,25 m). Der må ikke være grater eller rygge, som kan forhindre ordentlig kontakt mellem trægulv og underlag. Underlagets trækstyrken skal afstemmes i med leverandøren. Herudover anbefales det at man kontrollerer, at overfladen ikke er svag eller slammet. Restbyggefugten i underlaget skal normalt være under 65% RF ved en temperatur mellem 17 og 25°C, eller der skal være indlagt en effektiv fugtspærre, som kan forhindre fugt fra underlaget i at trænge op i trægulvet.
Anvendes der en lim med fugtbremsende egenskaber i den mængde, leverandøren foreskriver, kan trægulve dog i nogle tilfælde limes på betonunderlag med et porefugtindhold op til 85% RF uden brug af fugtspærre. At en lim har fugtbremsende egenskaber må ikke forveksles med, at den har fugtspærrende egenskaber. I overfladebehandlede gulvbrædder er der derfor risiko for, at fugt nedefra, som trænger gennem limen, kan give brædderne lidt tværkrumning (vaskebræteffekt), som dog altid bør vurderes fra almindelig ståhøjde. Trægulvsleverandørens anvisninger skal dog altid følges.
Limede trægulve afgiver mindre trommelyd end fx svømmende trægulve. Limtypen er imidlertid uden væsentlig betydning for trommelydsniveauet. At et trægulv er fuldlimet er ikke ensbetydende med, at limen er 100 % dækkende. Mindre områder uden lim kan observeres ved lydforskelle, når gulvet betrædes eller man banker på det. Mindre områder, uden lim, har normalt ikke betydning for gulvets funktionalitet og levetid. Hvis det fuldlimede trægulv i øvrigt er funktionsdygtigt, må "hul lyd" i mindre omfang, forventes og accepteres. Ved mindre omfang forstås op til 10 % af gulvarealet. Eventuelle "hule" områder skal dog være jævnt fordelt. Det understregs dog, at der ikke må forefindes stave/enheder, der decideret ligger løse.
Lægning af limede trægulve.
Gennemgå checklisten for "lægning af ikke bærende gulve", se ovenfor, herved får du sikkerhed for, at konditionerne for lægningen er på plads. Læs altid leverandørens læggevejledning, grundigt. Den nedestående vejledning er generaliseret, og produktspecifikke afvigelser kan forekomme.
Ved limede trægulve er opstarten uhyre vigtig. For de fleste gulvtyper kan man med fordel starte med at lægge en udgangsrække midt i lokalet. Skal gulvet (i længde retningen) føres ubrudt i gennem en eller flere døre kan udgangsrækken med fordel lægges i gennem døråbningerne. Udgangsrækkens flugt sikres bedst ved at oprette denne efter en snor. Når udgangsrækken er lagt anbefales det, at man ikke arbejder videre før end limen er hærdet. Derefter lægges gulvet. Udlægningen af lim kan gøres manuelt med en tandspartel eller med maskineludlægning. Mængden af lim skal afpasses efter produktet og forholdene. Der henvises til datablade fra leverandørerne.
Limmaskiner skal fremføres med en ensartet og korrekt hastighed, ellers bliver limmængden (l/m2) ikke korrekt. Mængden kontrolleres bedst ved at monterer helt nye limposer i maskinen. Posernes samlede indhold fastlægges og der udregnes, hvor stort et areal en fuld maskine skal kunne dække. Arealet opmærkes på gulvet og der udføres en prøve udlægning. Ved at sammenligne udlagt areal med "forventet" areal kan det afgøres om udlægningshastigheden er korrekt. Gulvfladerne bør belastes indtil limen er afhærdet. Vær opmærksom på at der limes helt til kant.
Spaceres og 10-brædtsmål
For at sikre at gulvene ligger pænt over hele året skal det sikres at gulvenes 10-brædtsmål overholdes. Ved limede gulve gøres dette bedst ved anvendelse af de såkaldte spaceres. Spaceres er små plaststykker der lægges i mellem stavene. Herved sikres en ensartet fugeafstand i mellem stavene. Princippet bag anvendelsen af spacerene er, at give staven plads til at kunne arbejde frit over sin egen akse uden at skubbe til nabostaven. Langs begrænsninger afsluttes med ca. 10 mm fuge. Ved anvendelse af spaceres kan dilatationsfuger i traditionelforstand undværes og et limet trægulve kan i teorien laves "uendeligt" stort.
Spacertekninkken kræver dog, at stavene har en ensartet bredde og et ensartet fugtindhold ved levering, samt at de, forbliver i en lufttæt emballage indtil kort før lægningstidspunktet. Korrekt lagte stave vil, i eftersommeren når luftens fugtindhold er på sit højeste, ligge helt tæt. I slutningen af vinteren, når luftfugtigheden er på sit minimum, vil der være små ensartede fuger mellem stavene. Læs mere om lægning af trægulve ved brug af spacers under "Lægning af trægulve ved brug af spacers".
1.7.4.5 Trægulve og lyddæmpning
Lyddæmpning af en gulvkonstruktion er et komplekst område der påvirkes af alle de "komponenter" der indgår i opbygningen. Det er muligt forbedre trægulves akustiske egenskaber ved at udlægges et akustikunderlag - en trinlydsdæmpende lydmåtte - under gulvfladen eller for strøgulve anvende lydbrikker under opklodsningerne. Ved svømmende gulve lægges akustikunderlaget som regel løst under gulvet. Ved limede trægulve skal akustikunderlaget klæbes til undergulvet og trægulvet klæbes til akustikunderlaget. De fleste akustikunderlag minder om banevare i vinyl/gummi. Denne type at produkter limes normalt med akryldispersions klæbere, men de kan godt limes med en MS-klæber. Man skal dog være opmærksom på en række en række forhold i denne forbindelse.
MS-klæbere hugger generelt dårligere end akryldispersion klæber. Ved udlægning akustikunderlag (lydmåtter) på større arealer er det nødvendigt at tromle underlaget for at sikre en korrekt limafsmitning. Anvendes en MS-klæber vil risikoen for at underlaget buler være langt større end den vil være, hvis der anvendes en akryldispersions klæber. Ud fra en ren limeteknisk betragtning vil en akryldispersion klæber kunne anvendes, men der er også nogle forhold omkring lyddæmpning der bør over vejes.
MS-klæbere vurderes til generelt, at have en større trinlydsdæmning end akryldispersions klæbere. Og er gulvopbygning lydmæssigt testet og godkendt, skal man være særdeles varsom med at substituerer et ellement med et andet element. Man risikerer at ændre (meget) på værdierne. Limmetode og produktvalg bør altid fremgå af byggesagsbeskrivelsen. Er der i byggesagsbeskrivelsen ikke specificeret, hvilken type af lim der skal anvendes, anbefaler udvalget, at man konsulterer leverandøren af akustikmåtten og anvender den lim leverandøren anbefaler.






